
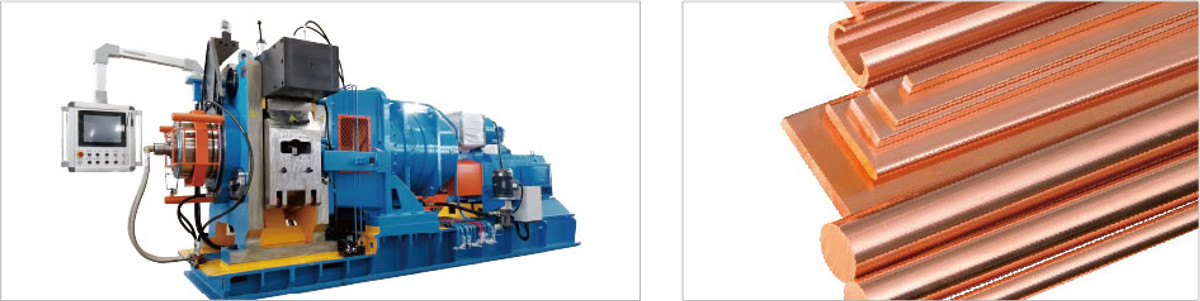
Continue extrusiemachines






Voordelen
1, plastische vervorming van de voedingsstaaf onder de wrijvingskracht en hoge temperatuur, waardoor de interne defecten in de staaf zelf volledig worden geëlimineerd om de eindproducten met uitstekende productprestaties en hoge maatnauwkeurigheid te garanderen.
2, noch voorverwarmen, noch gloeien, producten van goede kwaliteit verkregen door extrusieproces met een lager energieverbruik.
3, met een staaftoevoer van één maat, kon de machine een breed scala aan producten produceren door verschillende matrijzen te gebruiken.
4, de hele lijn wordt gemakkelijk en snel bediend zonder zwaar werk of vervuiling tijdens extrusie.
Koperstaaf voeding
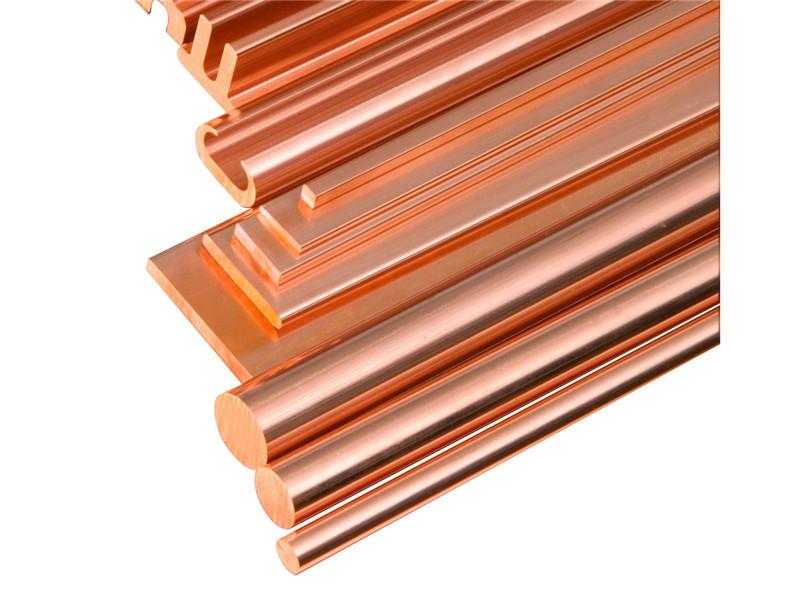
1. Om koperen platte draden, kleine koperen rail en ronde draad te maken
| Model | TLJ 300 | TLJ300H |
| Hoofdmotorvermogen (kw) | 90 | 110 |
| Diameter voerstaaf. (mm) | 12.5 | 12.5 |
| Max. productbreedte (mm) | 40 | 30 |
| Platte draad dwarsdoorsnede | 5-200 | 5 -150 |
| Output (kg/u) | 480 | 800 |
Lay-out van de productielijn

Pay-off Voorbehandeling Extrusiemachine Koelsysteem. Danser opnamemachine
2. Om koperen rail, koper rond en koperen profiel te maken
| Model | TLJ 350 | TLJ350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| hoofdmotorvermogen (kW) | 160 | 200 | 250 | 315 | 355 | 600 |
| voederhengel diam. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| maximaal productbreedte (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| product staafdiameter (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| productdoorsnedegebied (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| output (kg/u) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Lay-out van de productielijn

Pay-off Feeder & richter Extrusiemachine Koelsysteem. Lengteteller Productbankopnamemachine
3. Om koperen rail, koperen strip te maken
| Model | TLJ500U | TLJ600U |
| hoofdmotorvermogen (kW) | 355 | 600 |
| voederhengel diam. (mm) | 20 | 30 |
| maximaal productbreedte (mm) | 250 | 420 |
| maximaal breedte/dikte verhouding | 76 | 35 |
| productdikte (mm) | 3-5 | 14-18 |
| output (kg/u) | 1000 | 3500 |
Lay-out van de productielijn

Hengelvoeding van koperlegering
Toepassing voor commutatorgeleider, messing blanco, fosforkoperstaaf, leadframestrip, spoorwegrijdraad enz.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| materiaal | 1459/62/63/65 messing cu/Ag (AgsO,08%) | fosforkoper (Pso.5%) cu/Ag (AgsO.3%) | magnesiumkoper (MgsO.5%)ijzerkoper (Feso.l% | magnesiumkoper (MgsO,7%)/Cucrzr |
| voederhengel diam. (mm) | 12/12,5 | 20 | 20 | 25 |
| maximaal productbreedte (mm) | 30 | 150 (zilverkoperstrip) | 100 (loodframestrip :) | 320 |
| product staafdiameter (mm) | fosforkoperbol: 10-40 | magnesiumkoperstaaf: 20-40 | magnesiumkoperstaaf: 20-40 | |
| output (kg/u) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Lay-out van de productielijn
Pay-off Feeder & richter Extrusiemachine Koelsysteem. Lengteteller opnamemachine
Aluminium hengelvoeding
Toepassen op platte draad, stroomrail en geprofileerde geleider, ronde buis, MPE en PFC-buizen
| Model | LLJ 300 | LLJ300H | LLJ 350 | LLJ 400 |
| hoofdmotorvermogen (kW) | 110 | 110 | 160 | 250 |
| voederhengel diam. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| maximaal breedte van platte draadproduct (mm) | 30 | 30 | 170 | |
| dwarsdoorsnedeoppervlak van platte draadproducten (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| ronde buis diam. (mm) | 5-20 | 5-20 | 7-50 | |
| platte buisbreedte (mm) | - | ≤40 | ≤70 | |
| platte draad/buis Output (kg/u) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Lay-out van de productielijn

Pay-off stijltang Ultrasoon reinigen Koelsysteem Dancer Take-up Machine
Afbeelding 217282
Gerelateerde producten
-

Machines voor continue bekleding
Principe Het principe van continue bekleding/manteling is vergelijkbaar met dat van continue extrusie. Met behulp van een tangentiële gereedschapsopstelling drijft het extrusiewiel twee staven in de bekledings-/mantelkamer. Onder de hoge temperatuur en druk bereikt het materiaal de conditie voor metallurgische hechting en vormt het een metalen beschermlaag om de metalen draadkern die de kamer binnenkomt direct te bekleden (bekleding), of wordt geëxtrudeerd tot...